






Gold (Au) Pellets Evaporation Materials
Gold (Au) Pellets Overview
We sell these pellets and pieces by unit weight for evaporation use in deposition processes. These approximate materials prices are published to provide budgetary guidelines. Actual prices can vary and may be higher or lower, as determined by availability and market fluctuations. To speak to someone directly about current pricing, please click here .
Gold (Au) General Information
Gold is one of the most valuable and sought-after metals in the world. Since its discovery during ancient times, it has been utilized as jewelry, coins, and tools. Still, in today's economy, its most popular use is as jewelry. Gold is one of the more beautiful precious metals with a lustrous, yellow sheen. It has a melting point of 1,064°C, a density of 19.3 g/cc, and a vapor pressure of 10-4 Torr at 1,132°C with its ideal evaporation temperature being around 1,400°C. It is soft, dense, malleable, ductile, and an excellent conductor of heat and electricity. Deposited films of gold are used as layers in the production of semiconductors, sensors, batteries, and data storage.
Gold (Au) Specifications
| Material Type | Gold |
| Symbol | Au |
| Atomic Weight | 196.966569 |
| Atomic Number | 79 |
| Color/Appearance | Gold, Metallic |
| Thermal Conductivity | 320 W/m.K |
| Melting Point (°C) | 1,064 |
| Coefficient of Thermal Expansion | 14.2 x 10-6/K |
| Theoretical Density (g/cc) | 19.32 |
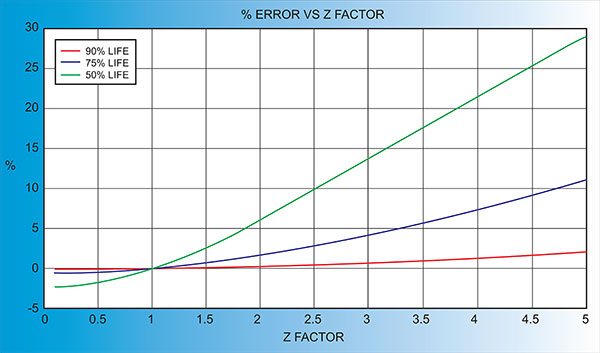
| Z Ratio | 0.381 |
| E-Beam | Excellent |
| Thermal Evaporation Techniques |
Boat: W*** Mo*** Crucible: Al2O3, BN |
| E-Beam Crucible Liner Material | FABMATE®, Molybdenum |
| Temp. (°C) for Given Vap. Press. (Torr) |
10-8: 807 10-6: 947 10-4: 1,132 |
| Comments | Films soft; not very adherent. |
| Suggested QCM Crystal | Gold Crystal: KJLCRYSTAL6-G10**** |
*** Alumina Coated.
**** Suggestion based on previous experience but could vary by process. Contact local KJLC Sales Manager for further information

Ordering Table
| More Info | Material | Size | Quantity | Purity | Part Number | Price | In Stock | Add To Cart |
|---|---|---|---|---|---|---|---|---|
| More Info | Material | Size | Quantity | Purity | Part Number | Price | In Stock | Add To Cart |
| Gold | 1/4" Dia. x 1/4" Length | per pellet | 99.99% | EVMAU40QXQ | P.O.R. |
|
||
| Gold | 1/4" Dia. x 1/4" Length | per pellet | 99.999% | EVMAU50QXQ | P.O.R. |
|
||
| Gold | 1/8" Dia. x 1/8" Length | per gram | 99.99% | EVMAUXX40G | P.O.R. |
|
||
| Gold | 1/8" Dia. x 1/8" Length | per gram | 99.999% | EVMAUXX50G | P.O.R. |
|
||
| Gold | Up to 4 mm Pieces | per gram | 99.99% | EVMAU40SHOT | P.O.R. |
|
||
| Gold | Up to 4 mm Pieces | per gram | 99.999% | EVMAU50SHOT | P.O.R. |
|




